
Шаң жинағыштардың сүзгісінің сөмкесін қалай болдырмауға болады және аз эмиссияны сақтайсыз ба?
2024-09-27
ӨндірісСүзгі сөмкелеріАғып кетуі керек, өйткені олар тігістерді тігістерді жасайды, сондықтан олар жұмыс кезінде багаждың шығарындыларын арттыру қаупін арттырады. Су ағып кетуіне жол бермеу керектігін қамтамасыз етеді, олардың мөлшері аз шығарындыларға жетеді. Біз бөлек мақалада бақтарды қалай анықтауға және оларға қалай түсу керектігін талқылаймыз.
1 Сүзгі сөмкесін алдын-алу шаралары
1.Сұңқырды еріту процесі
Ыстық балқымалар, борпылдақ жіптер, табандар және дәстүрлі тігінен пайда болатын басқа да проблемалар шешілуі мүмкінСүзгі сөмкелеріӘсіресе, әсіресе сөмке корпусындағы табалар, тиімділік дәстүрлі тігінен, 5 есе, бұл тіпті тігін және қатты байланыстырудың артықшылығы бар. Алайда, барлық сүзгі сөмкелерін ыстық балқыма процессімен тігіле бермейді, әдетте бір қабатты талшық, термопластикалық талшықты сөмкелерді ыстық балқыма сөмкелермен тігуге болады. 1.1-сурет ыстық ерітілген емдеуден кейін сүзгі дорбасының схемалық диаграммасын көрсетеді. Ыстық ерітінді емдеуден кейін сүзгі сөмкесінің буындарында таблеткалар жоқ, ал таблеткалар арқылы ұсақ шаңды ену қаупі жоқ. Сондықтан, осы сынақ жағдайларында ыстық-балқытылған сүзгі сөмкесі сүзудің ең жоғары тиімділігіне ие.
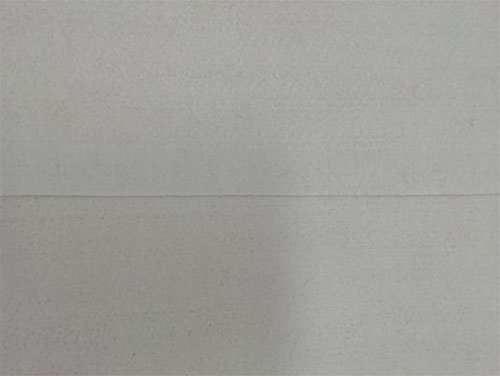
1-сурет. Ыстық ерітілген емдеуден кейін сүзгі дорбасының схемалық диаграммасы
1.2Цментация процесі
Ыстық ерітінділер тігу мүмкін емес және тігу қолданылған кезде, табандар сүзгі сөмкесінде сөзсіз қалды. Сүзгі сөмкелеріндегі ағып кетудің алдын алу үшін индустрияда қапсырма жиі қолданылады. Қаптау процесі күрделі түтін газының күрделі түрлендіргішті таңдаумен басталады. Бұған үш мәртелік тәсілмен қол жеткізіледі: зертханалық бағалау, өндірістік сынақтар және инженерлік тәжірибе. Тиісті герметик анықталғаннан кейін, сөмкедегі тігін жіптер қоймаларына герметик қабатын қолдану үшін автоматты сөмкемен қапталған жабдық жұмыс істейді. Бұл өнімнің қапталған бетінің тұрақтылығы мен біркелкілігін қамтамасыз етеді және пиншокты тығыздауды оңтайландырады. Зерттеулер көрсеткендей, қапталған сөмкелердің сүзу тиімділігі ыстық балқымалы сүзгі сөмкелеріне ұқсас.
1.2-сурет қапталған және қапталғанға дейін және кейін сөмкенің схемалық диаграммасы көрсетілген.

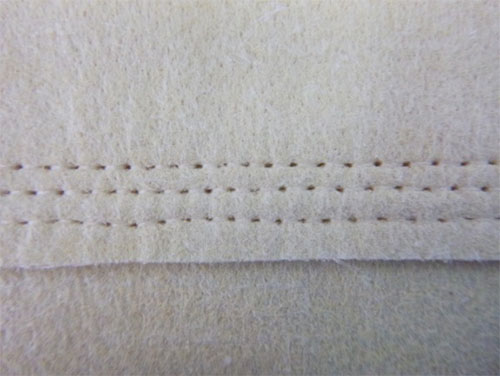
Сурет 1.2 Сөмкенің схемалық схемалық диаграммасы (қапталған және одан кейінгі қапшықтардың схемалық диаграммасы) (жабысқақ, төменгі диаграмма, төменгі диаграмма, жабысқақ)
1.3ptfe Pinholes-ті жабыстыру үшін лента ламинациясы
Су ағып кетуінің алдын алудың алдын алудың қосымша әдісі - PTFE таспалы ламинация процесін кәдеге жарату арқылы таблеткаларды герметизациялау. PTFE таспасы ыстыққа төзімді және химиялық тұрғыдан тұрақты материал болғанына қарамастан, ол ыстық ламинация арқылы оны ұстану мүмкіндігіне қарамастан, оның субстраттан ажыратуы мүмкін. PTFE таспасы толығымен алынып тасталғаннан кейін, шұңқырларды шаңға айналдыру мүмкіндігі әлі де бар. 1.3-суретте көрсетілгендей, бұл корпустағы табалардың схемалық көрінісіСүзгі дорбасыPTFE таспасындағы герметикалық процесті орындау.
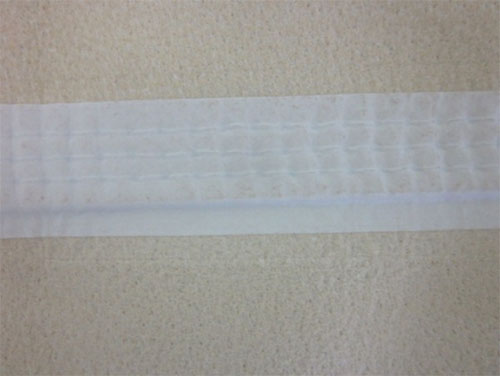
1.3-сурет: PTFE таспасын қолданғаннан кейін сүзгі сөмкесінің схемалық диаграммасы



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy